全国服务热线 13925908523

铣削
6.1 铣削的定义
中文名称:铣削
英文名称:milling
定义:铣刀旋转作主运动,工件或铣刀作进给运动的切削加工方法,见图6-1。
铣削是平面的主要加工方法之一。铣削时,零件随工作台的运铣刀的旋转是主运动。
常用的升降台卧式铣床和立式铣床,图6-2所示。铣削大型零件的动是进给运动。铣床的种类很多,平面则用龙门铣床。多用于批量生产,生产率较高。
加工对象:平面(水平面、垂直面、斜面)、沟槽(直角槽、键槽、V形槽、燕尾槽、T形槽、圆弧槽、螺旋槽)、成形面、孔(钻孔、扩孔、铰孔、铣孔)和分度工作。
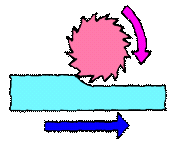

图6-1 铣削过程示意图

图6-2 卧式、立式铣床结构
6.2 铣削的工艺特点
1. 生产率较高
铣刀是典型的多齿刀具。并且参与刀削的切削刃较铣削时有几个刀齿同时参加工作。且无刨削那样的空回行程,切削速度也较高。但加工狭长平面或长直刨削比铣削生产率高。
2. 振动容易发生
铣刀的刀齿切入和切出时产生冲击,并将引起同时工作刀齿数的增减。在切削过程中每个刀齿的切削层厚度随刀齿位置的不同而变化,引起切削层横截面积变化
3. 刀齿散热条件较好
铣刀刀齿在切离工件的一段时间内,可以得到一定的冷却,散热条件较好,但是,切入和切出时热和力的冲击将加速刀具的磨损,甚至可能引起硬质合金刀片的碎裂。
4. 加工精度
加工精度一般为IT8~IT7,表面粗糙度Ra值为1.6~3.2mm。
6.3 逆铣与顺铣的区别
v 逆铣时,每个刀齿的切削层厚度是由零增大到最大值。刀齿接触工件的初期,不能切入工件,而是在工件表面上挤压、滑行,使刀齿与工件之间的摩擦加大,加速刀具磨损,同时也使表面质量下降。顺铣时,每个刀齿的切削层厚度是由最大减小到零。
v 逆铣时,铣削力上抬工件;而顺铣时,铣削力将工件压向工作台,减少了工件振动的可能性,尤其铣削薄而长的工件时,更为有利。
v 顺铣时忽大忽小的水平分力Ff与工件的进给方向是相同的,工作台进给丝杠与固定螺母之间一般都存在间隙,间隙在进给方向的前方。由于Ff的作用使工件连同工作台和丝杆一起向前窜动,造成进给量突然增大甚至打刀。而逆铣水平分力与进给方向相反,铣削过程中工作台丝杆始终压向螺母,不会引起工件窜动。如图6-3,6-4所示。
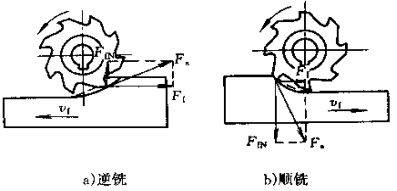
图6-3 逆铣和顺铣

图6-4 逆铣和顺铣时丝杆螺母间隙
逆铣与顺铣的确定:
w 根据上面分析,当工件表面有硬皮,机床的进给机构有间隙时,应选用逆铣。因为逆铣时,刀齿是从已加工表面切入,不会崩刃;机床进给机构的间隙不会引起振动和爬行,因此粗铣时应尽量采用逆铣。生产中多用逆铣。
w 当工件表面无硬皮,机床进给机构无间隙时,应选用顺铣。因为顺铣加工后,零件表面质量好,刀齿磨损小因此,精铣时,尤其是零件材料为铝镁合金、钛合金或耐热合金时,应尽量采用顺铣。
6.4 铣削的应用
主要用来加工平面(包括水平面、垂直面和斜面)、沟槽、成形面和切断等。单件、小批生产中,加工小、中型工件多用升降台式铣床(卧式和立式两种)。加工中、大型工件时可以采用龙门铣床。龙门铣床与龙门刨床相似,有3~4个可同时工作的铣头,生产率高,广泛用于成批和大量生产中。在单件小批生产中,有些盘状成形零件,也可以用立铣刀在立式铣床上加工。
1. 端铣
对称端铣:铣刀和工件相对对称。
不对称端铣:铣刀和工件相对不对称。
可以通过调整铣刀和工件相对位置来调节刀齿切入和切出时的切削层厚度,改善铣削过程。 见图6-5所示。

图6-5 端铣
2. 周铣和端铣比较

图6.6 周铣和端铣
v 周铣时,同时工作的刀齿数与加工余量有关,一般仅有1~2个。而端铣时,同时工作的刀齿数与被加工表面的宽度有关,而与加工余量无关。
v 端铣的切削过程比周铣时平稳,有利于提高加工质量。
v 端铣刀的刀齿切入和切出工件时,虽然切削层厚度较小,但不像周铣时切削层厚度变为零,从而改善了刀具后刀面与工件的摩擦状况,提高了刀具耐用度,并可减小表面粗糙度。
v 端铣刀直接安装在铣床的主轴端部,悬伸长度较小,刀具系统的刚度较好,而圆柱铣刀安装在细长的刀轴上,刀具系统的刚度远不如端铣刀。
v 端铣刀可方便地镶装硬质合金刀片,而圆柱铣刀多采用高速钢制造。端铣时可以采用高速铣削,不仅大大提高了生产效率,也提高了已加工表面质量。
3. 铣平面
铣削平面是周铣和端铣的复合加工,根据铣刀的不同,一般有以下用途。
(1)镶齿端铣刀:刀齿为硬质合金,切削速度Vc>100m/min,生产率高,主要加工大平面。
(2)套式立铣刀:高速钢,切削速度Vc为30~40 100m/min,生产率低,用于铣削各种中小平面和台阶面。
(3)圆柱铣刀:高速钢,卧铣铣削中小平面。
(4)三面刃铣刀:卧铣铣削小型台阶面和四方、六方螺钉头等小平面。
(5)立铣刀:铣削中小平面。
4. 铣沟槽

图6-7铣沟槽的方法
翔福泰机械设备有限公司(宁波分公司)
地址:宁波 余姚市 大隐镇上皇38号
电话:0574-62912489
传真:0574-62914299
手机:018657458056(肖经理)
 手机扫一扫
手机扫一扫